

11-25-2019














This project update has been a long time coming. It will encapsulate the last few work days and progress achieved during them.
Week of November 10
We completed an initial prototype for the chainring+crankset, thanks to the 3D printing service on campus. The chain fits snugly on the sprocket teeth, and the square taper built into the cranks bolts nicely onto the bottom bracket. However, future design revisions will need to be made to simplify final machining out of aluminum. It was discovered later on that the rear chainline is far more inboard than expected. This will require some design tweaks to the chainring to regain a planar chain shape.
Week of November 17/24
This was our big push before Turkey Day. With the frame fully welded, we focused our efforts on sheet metal parts and building the battery.
On the first Friday, we got access to the CNC plasma cutter in the IME lab and cut out the sheet metal flanges for the frame/swingarm out of 1/4” steel. The parts came out beautifully without any significant edge rash. However, the machine still needs some calibration and we didn’t account for kerf, which resulted in slightly overside dimensions on several pieces. Those will be recut on the water jet in Mustang 60 when operational. We were able to salvage the rear upper suspension mounts, which were welded on using a 3D printed jig courtesy of Junior’s printer.
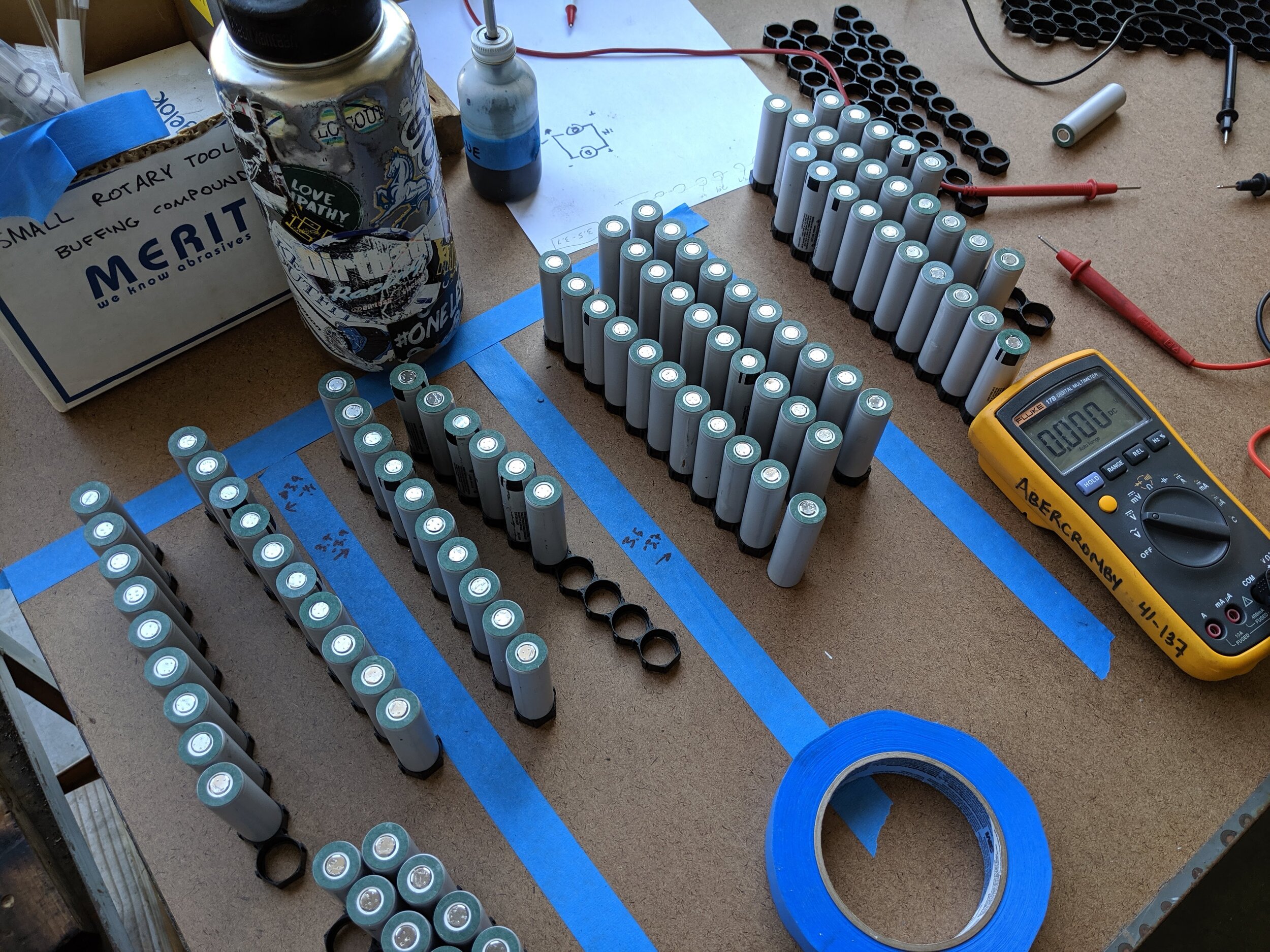
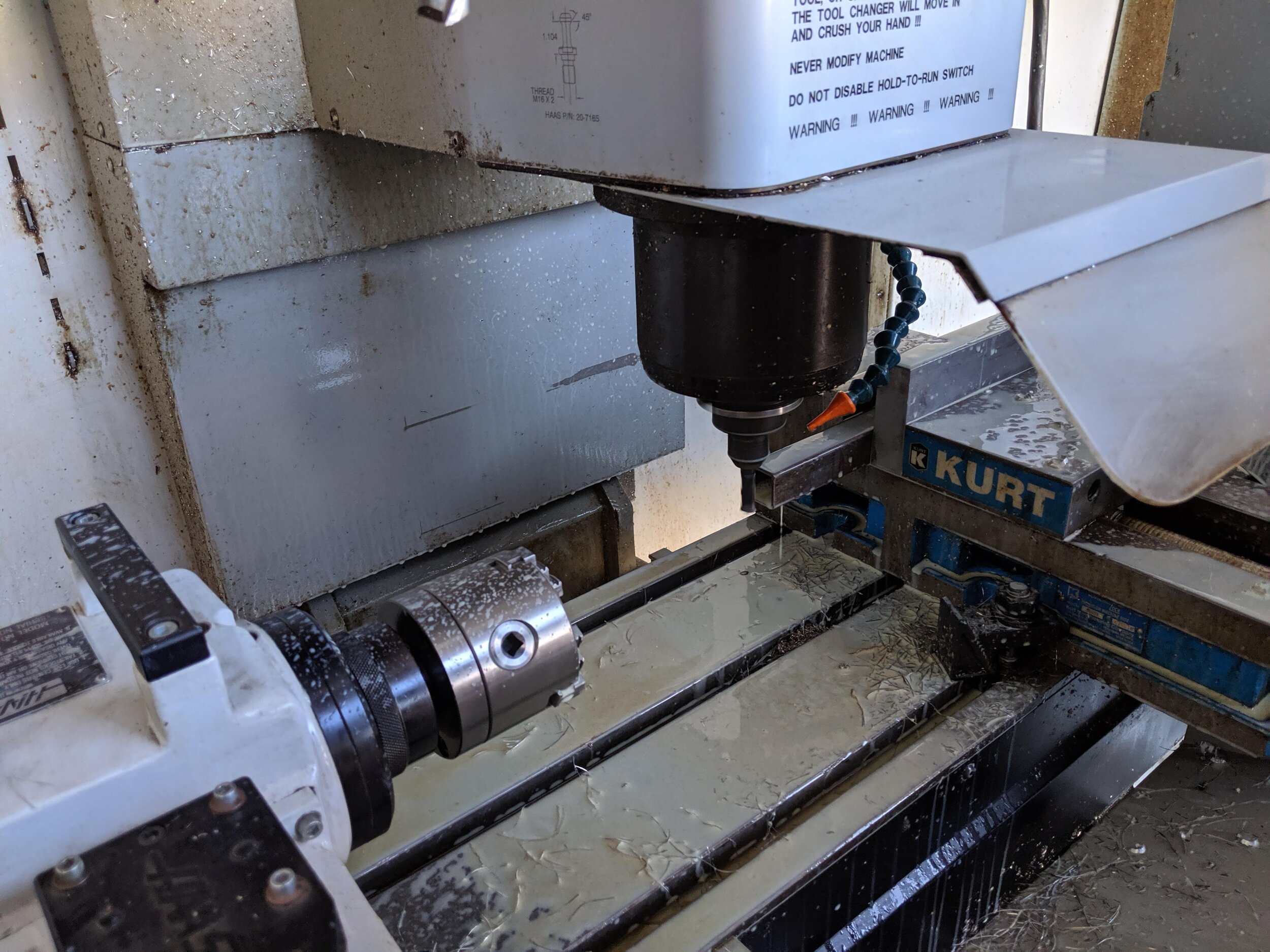
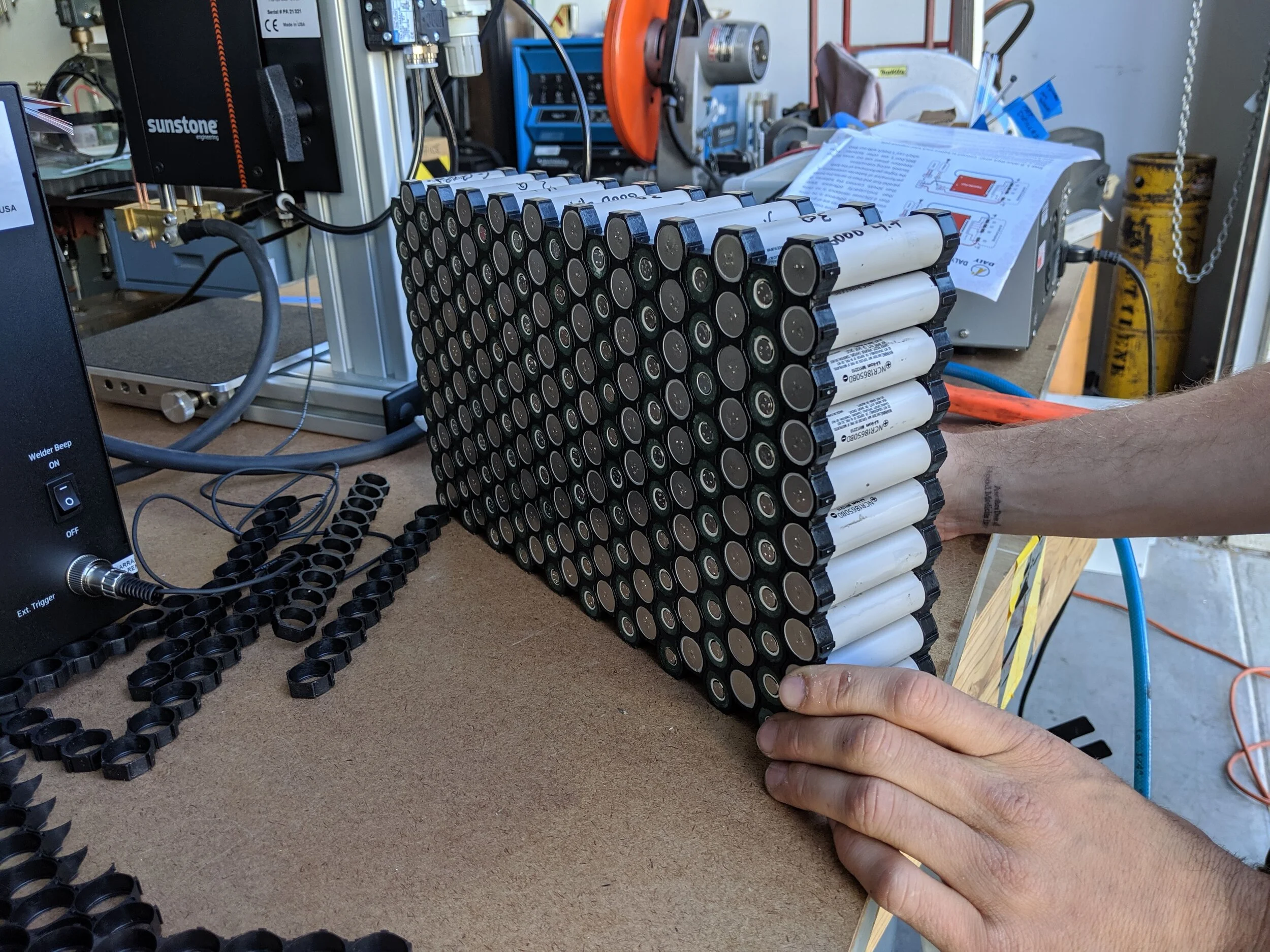
We began building the battery by grouping cells based on initial voltage. This allowed us to assemble cells with similar voltage in parallel, going by groups of 10. Each bank with low voltage would then be charged using a constant power source, and finally, wired together in series. Unfortunately, spot welding the batteries was not smooth sailing and 2 Sunnko spot welders failed to give the results we were looking for. Thus, we spent the rest of the day focusing on machining slots for the rear axle, and beginning CAM for the CNC’d billet swingarm clamps.
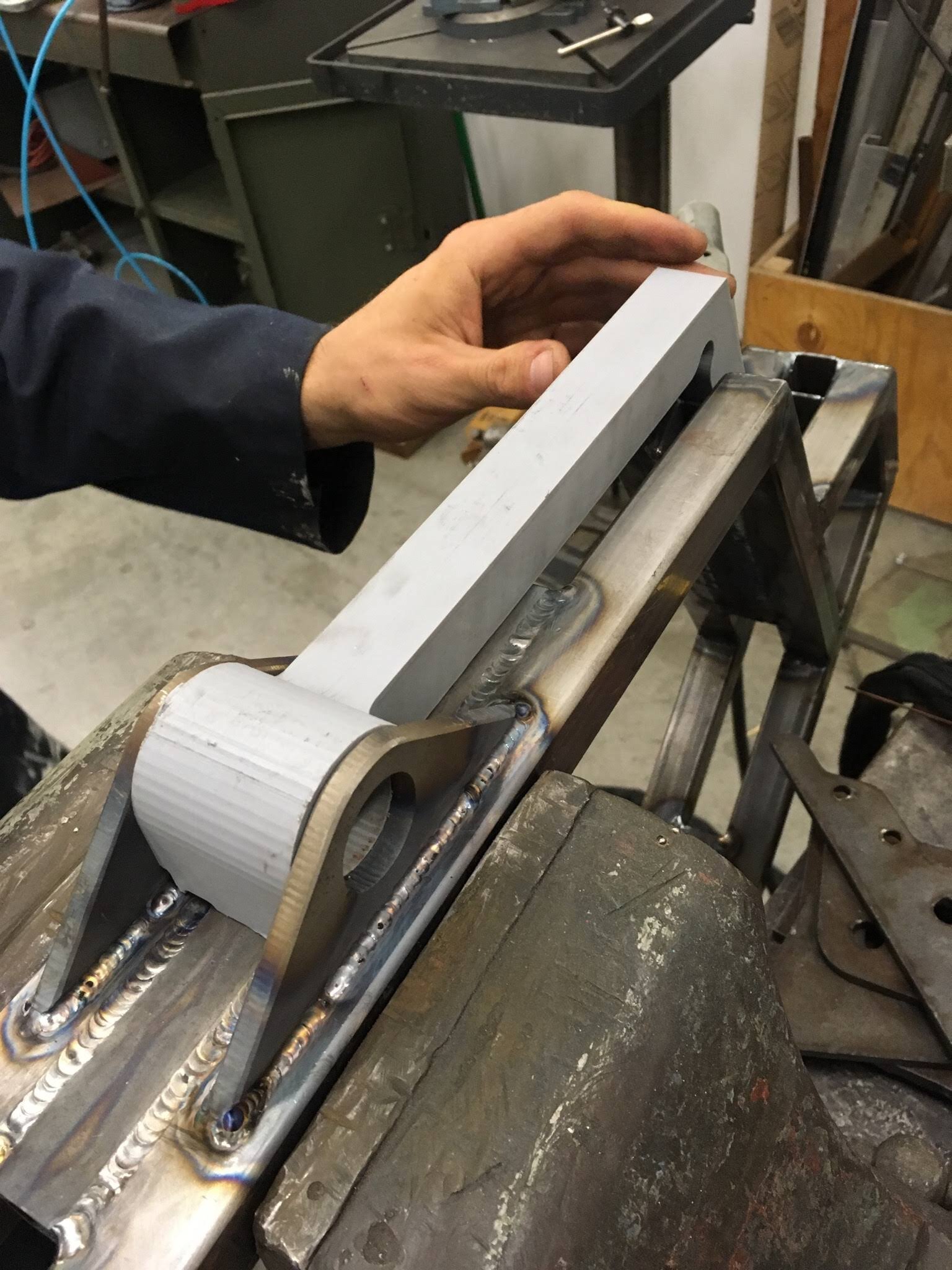
At this time, we also changed the design for the rear swingarm mount by adding an insert welded within the square tube. This will allow for a stronger mounting point and increase clearance for the securing nut. The swingarm was also rotated down several degrees to allow for full shock travel without interference.
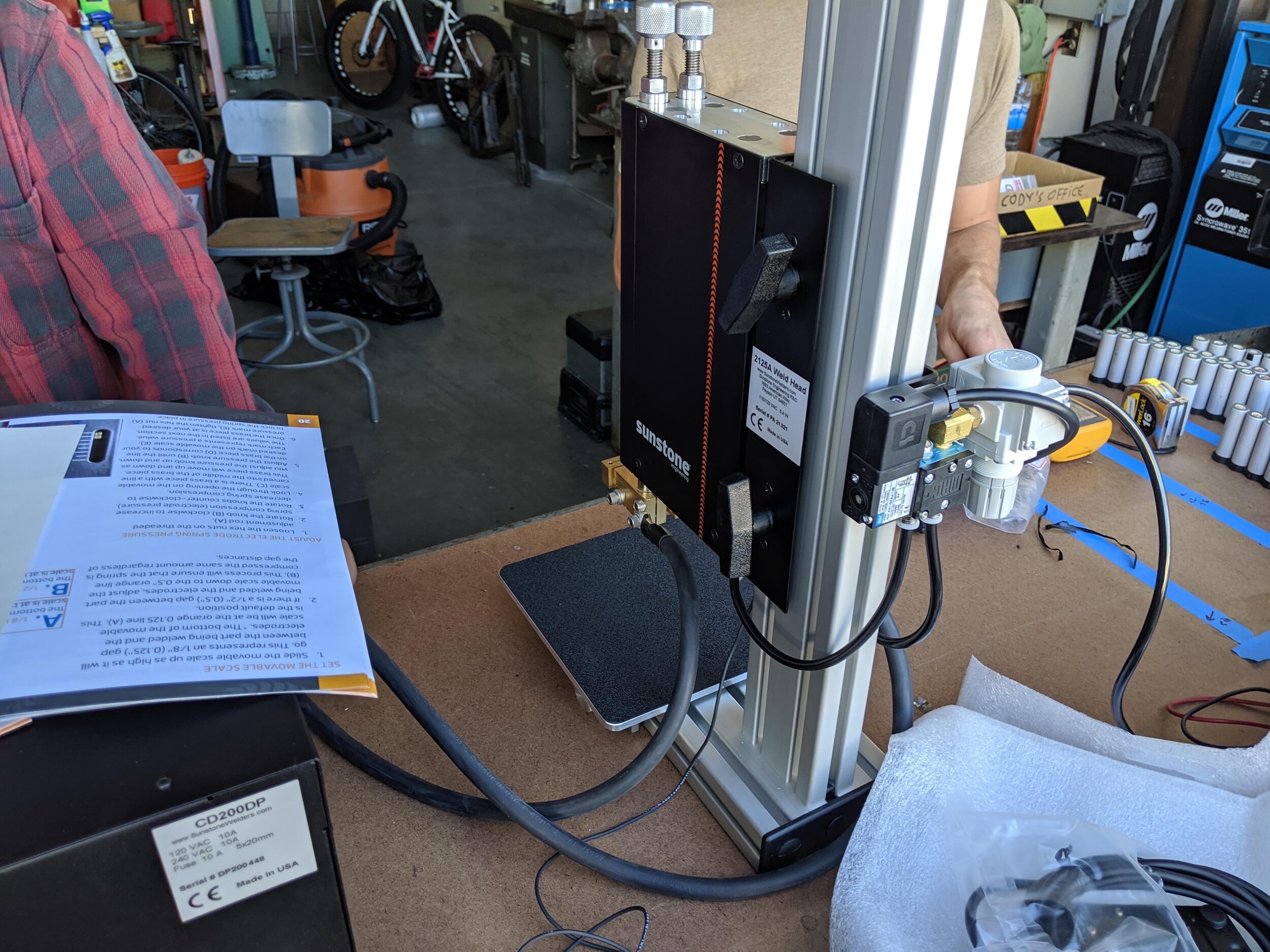
Thanks to Junior’s connections, we were able to borrow a top of the line Sunstone pneumatic welder from the SAE team. This made short work of the batteries. We’ll need to buy some more nickel strip - it goes fast.
Miles and Junior kept hustling after I left SLO to go back to Mountain View, and got great progress done on CNC machining the swingarm clamps. More design work is needed, but they look extremely promising!